после формирования отбортовки на 90 градусов от плоскости цилиндра примеряем 2 сегмента, при необходимости подправляем контур среза и подгибаем Г-образный замок в нескольких противоположных местах шва молотком.
После этого осаживаем шов молотком по периметру соединения.
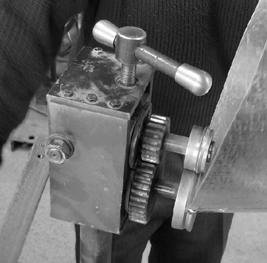
Получается как на фото.